เครื่องตัดมักใช้ในอุตสาหกรรมแปรรูปโลหะแผ่น การตัดเฉือนที่ดูเหมือนง่ายจริง ๆ แล้วมีเทคนิคมากมาย ตั้งแต่ขั้นตอนการปรับช่องว่างใบมีดไปจนถึงเทคนิคการปรับแต่งสำหรับวัสดุต่างๆ และแม้แต่การเลือกใบมีด เกี่ยวกับคุณภาพการตัด ต่อไปนี้จะแนะนำเนื้อหาที่เกี่ยวข้องของการปรับช่องว่างใบมีดเฉือนโดยละเอียดจากหลายๆ ด้าน
วงล้อปรับช่องว่างใบมีด: (เครื่องตัดคานสวิงไฮดรอลิก)

การปรับระยะขอบใบมีดด้วยไฟฟ้า (เครื่องตัดกิโยตินไฮดรอลิก)

การกวาดล้างใบมีดของกรรไกรต่างๆ
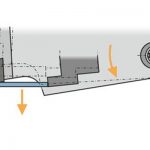
เครื่องตัดลำแสงสวิงมีกลไกการปรับช่องว่างใบมีดอย่างรวดเร็ว ซึ่งสามารถปรับช่องว่างใบมีดที่ดีสำหรับการตัดตามความหนาและวัสดุของแผ่นที่แตกต่างกัน และมีตารางพารามิเตอร์ที่แม่นยำสำหรับการเลือกอ้างอิง และได้รับการตัดที่น่าพอใจ คุณภาพผ่านช่องว่างใบมีดที่เหมาะสม ในขณะที่เสาเครื่องมือหมุน มุมตัดและช่องว่างในการตัดของกรรไกรตัดลำแสงสวิงจะเปลี่ยนไป
ใช้รางลูกกลิ้งแบบสามจุดผ่านแรงไปยังลูกกลิ้งด้านหน้าโดยใช้สปริงแบบ papilionaceous ลำแสงตัดจะสัมผัสกันอย่างแน่นหนากับลูกกลิ้งด้านหลังทั้งสอง เมื่อตัด ระบบจะปรับช่องว่างขอบใบมีดด้วยระบบไฟฟ้าตามความต้องการของแผ่นต่างๆ เพื่อให้ได้คุณภาพการตัดที่ดีขึ้น

ความแตกต่างในการปรับช่องว่างใบมีด
เครื่องตัดลำแสงสวิงมีฟังก์ชั่นการปรับช่องว่างใบมีดด้วยตนเอง เพียงแค่หมุนที่จับ กรรไกรกิโยตินมีหน้าที่ในการปรับช่องว่างใบมีดด้วยไฟฟ้า ซึ่งสามารถปรับได้สะดวกและแม่นยำยิ่งขึ้นผ่านระบบ ซึ่งเป็นประโยชน์ต่อคุณภาพของแรงเฉือนที่ดีขึ้น

| ขั้นตอนการปรับช่องว่างใบมีด |
| 1. ถอดใบมีดด้านล่างออกแล้วทำความสะอาดทีละชิ้น |
| 2. ใบมีดสามารถใช้ได้ทั้งสี่ด้านและติดตั้งด้านหนึ่งที่เลือกไว้อย่างแน่นหนา และตรวจสอบความตรงของใบมีดในทิศทางแนวนอนและแนวตั้ง |
| 3. ใบมีดด้านบนได้รับการแก้ไขและไม่สามารถปรับได้ เราปรับช่องว่างใบมีดเฉือนโดยการปรับใบมีดล่าง |
| 4. ค้นหาสกรูซ้ายและขวาของใบมีดด้านล่างเพื่อเพิ่มระยะห่าง โดยทั่วไปอยู่ที่ด้านนอกสุด |
| 5. ค้นหาสกรูชุดสองตัวที่ด้านซ้ายและด้านขวาของใบมีดด้านล่างที่ดันใบมีดด้านล่างเพื่อทำให้ช่องว่างแคบลง มีน็อตสำรองล็อคอยู่ โดยทั่วไปด้านใน |
| 6. คลายสลักเกลียวทั้งสี่ด้านซ้ายและขวาของโต๊ะใบมีดด้านล่าง |
| 7. ใบมีดด้านบนถูกลดระดับไปยังตำแหน่งที่เหมาะสมโดยการหมุนด้วยมือ และผู้ดำเนินการไปที่พื้นที่ว่างเปล่าของเครื่องตัดเพื่อเริ่มการปรับ |
| 8. ใช้ฟีลเลอร์เกจเพื่อปรับประมาณ 0.5 มม. จากส่วนที่ว่างของใบมีดบนและล่างของมือซ้าย |
| 9. การหมุนด้วยมือทำให้ใบมีดเลื่อนขึ้นไปที่ตำแหน่งตรงกลางและปรับประมาณ 0.5 มม. |
| 10. การหมุนด้วยมือทำให้ใบมีดเคลื่อนขึ้นไปยังตำแหน่งที่ถูกต้องโดยที่มีดบนและล่างไม่ปลดออก ตำแหน่งตรงกลางถูกปรับประมาณ 0.5 มม. |
| 11. หมุนใบมีดบนไปยังตำแหน่งที่เหมาะสมด้วยตนเองแล้วเริ่มการปรับแบบละเอียด |
| 12. ใช้ฟีลเลอร์เกจเพื่อปรับแต่งตำแหน่งที่ใบมีดบนและล่างของมือซ้ายไม่กัดจนกว่าสายไฟสามเส้นของเกจฟีลเลอร์จะเข้าไปในสายไฟทั้งห้าได้ |
| 13. หมุนใบมีดขึ้นไปที่ตำแหน่งตรงกลางด้วยตนเอง และเริ่มการปรับอย่างละเอียดจนกระทั่งเกจวัดความรู้สึกสามารถป้อนสายไฟสามเส้นและสายไฟห้าเส้นเข้าไปไม่ได้ |
| 14. หมุนใบมีดขึ้นด้วยตนเองไปยังตำแหน่งที่ไม่ปลดมีดบนและล่างทางด้านขวา และเริ่มการปรับอย่างละเอียดจนกว่าเครื่องวัดความรู้สึกจะป้อนสายไฟสามเส้นและสายไฟห้าเส้นเข้าไปไม่ได้ |
| 15. เมื่อคมตัดของเครื่องตัดมีความคม หากมีเสี้ยนที่ขอบของแผ่นตัด ช่องว่างระหว่างใบมีดบนและใบมีดล่างจะลดลงอย่างเหมาะสม |
ปัญหาทั่วไปและทักษะการปรับมีด
แผ่นโลหะที่พบมากที่สุดคือ:
1. แผ่นหนากว่า 13 มม.
2. แผ่นบาง 0.2 ~ 4 มม.
3. กระดานดอกไม้
4. แผ่นแรงสูง (มักใช้ในโลหะแผ่นรถยนต์)
5. แผ่นไทเทเนียม
ปัญหาใบมีดที่พบบ่อยที่สุดคือการบิ่นหรือการบุ๋มของเครื่องมือ เพื่อตอบสนองต่อปัญหาเหล่านี้ อันดับแรกเราต้องกำหนดช่องว่างระหว่างใบมีดบนและล่าง
ทักษะการปรับใบมีด
เมื่อทำการปรับใบมีด คุณควรกำหนดช่องว่างให้หนากว่าความหนาของเพลทประมาณ 2 ~ 3 มม. กล่าวคือ เมื่อคุณต้องการตัดแผ่นหนา 5 มม. คุณควรเริ่มปรับจาก 7 มม. หรือ 8 มม. และค่อย ๆ ปรับลง เมื่อตัดออก พื้นผิวการตัดของเพลทแสดงพื้นผิวสว่าง 1/3 และ 2/ พื้นผิวด้าน 3 ซึ่งให้เอฟเฟกต์การตัดที่ดีที่สุด รายละเอียดมีดังนี้:


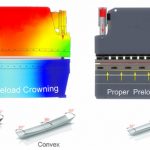
การตั้งค่าช่องว่างเมื่อตัดแผ่นลายนั้นยุ่งยาก และต้องปรับจากความหนาที่หนาที่สุดซึ่งคำนวณจากจุดนูนที่สุดของแผ่นลาย แทนที่จะใช้ความหนาของแผ่นโดยตรง นอกจากนี้ การตัดด้านนูนของรูปแบบคว่ำหน้าลงจะช่วยยืดอายุการใช้งานของเครื่องมือได้
นอกจากนี้ต้องคำนึงถึงวัสดุของแผ่นโดยเฉพาะเมื่อตัดสแตนเลส เครื่องมือตัดต้องคม ทนต่อการสึกหรอ และแข็งแกร่ง ดังนั้นควรพูดถึงใบมีดของเครื่องตัดไฮดรอลิก นอกจากมุมของคมมีดและการออกแบบรูปลักษณ์อื่นๆ และความแม่นยำในการผลิตแล้ว วัสดุที่เลือกยังเป็นปัจจัยสำคัญที่ส่งผลต่อคุณภาพของเครื่องมือ
สินค้าที่เกี่ยวข้อง
 ความแตกต่างระหว่างเครื่องตัดกิโยตินกับเครื่องตัดสวิงบีม
ความแตกต่างระหว่างเครื่องตัดกิโยตินกับเครื่องตัดสวิงบีม- การใช้งานและบำรุงรักษาเบรกโลหะแผ่น CNC
- วิธีการใช้งานเครื่องตัดกิโยติน
- การแนะนำเครื่องเจาะและตัดแบบรวม
- QC12 เครื่องตัดแผ่นโลหะไฮดรอลิกแบบกิโยติน
- การซ่อมแซมความล้มเหลวทั่วไปของเครื่องตัดไฮดรอลิกและการบำรุงรักษาระบบวงจรน้ำมัน
- ข้อผิดพลาดทั่วไปและวิธีการแก้ไขปัญหาสำหรับเครื่องอัดไฮดรอลิกแบบสี่คอลัมน์
- เครื่องตัดแผ่นโลหะไฮดรอลิกกิโยติน
- วิธีการชดเชยการโก่งตัวสำหรับ CNC Sheet Metal Bender
- เครื่องตัดกระดาษไฮดรอลิก QC11Y