เพื่อขจัดผลกระทบที่เกิดจากการเสียรูปของตัวเลื่อน จำเป็นต้องชดเชยการเสียรูปการโก่งตัวของตัวเลื่อน วิธีการชดเชยดังนี้
1. การชดเชยไฮดรอลิก
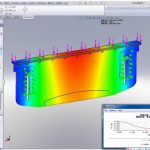
กลไกการชดเชยการโก่งตัวอัตโนมัติแบบไฮดรอลิกของโต๊ะทำงานประกอบด้วยกลุ่มของถังน้ำมันที่ติดตั้งในโต๊ะทำงานด้านล่าง ตำแหน่งและขนาดของกระบอกสูบชดเชยแต่ละกระบอกได้รับการออกแบบตามเส้นโค้งชดเชยการโก่งตัวของตัวเลื่อนและการวิเคราะห์องค์ประกอบไฟไนต์ของโต๊ะทำงาน
การชดเชยส่วนนูนชดเชยไฮดรอลิกของรุ่นที่เป็นกลางนั้นรับรู้ผ่านการกระจัดสัมพัทธ์ระหว่างแผ่นแนวตั้งสามแผ่นด้านหน้า ตรงกลาง และด้านหลัง หลักการคือการตระหนักถึงส่วนนูนผ่านการเปลี่ยนรูปแบบยืดหยุ่นของแผ่นเหล็ก ดังนั้นการชดเชยสามารถรับรู้ได้ภายในช่วงยืดหยุ่นของการปรับโต๊ะทำงาน

2. วิธีตารางการชดเชยทางกล
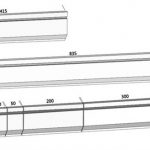
เวดจ์ที่ยื่นออกมานั้นประกอบด้วยชุดของเวดจ์เฉียงที่ยื่นออกมาซึ่งมีพื้นผิวลาดเอียง ลิ่มที่ยื่นออกมาแต่ละอันได้รับการออกแบบตามเส้นโค้งโก่งตัวของบล็อกเลื่อนและโต๊ะทำงานโดยการวิเคราะห์องค์ประกอบไฟไนต์
ระบบควบคุมเชิงตัวเลขจะคำนวณค่าชดเชยที่ต้องการตามแรงโหลดเมื่อชิ้นงานงอ (แรงนี้จะทำให้เกิดการโก่งตัวและการเสียรูปของตัวเลื่อนและแผ่นแนวตั้งของโต๊ะทำงาน) และควบคุมการเคลื่อนที่สัมพัทธ์ของลิ่มนูนโดยอัตโนมัติ ด้วยเหตุนี้จึงสามารถชดเชยการเสียรูปการโก่งตัวที่เกิดจากบล็อกเลื่อนและแผ่นแนวตั้งของโต๊ะทำงานได้อย่างมีประสิทธิภาพ และสามารถได้ชิ้นงานดัดโค้งในอุดมคติ
การชดเชยการโก่งตัวทางกลเกิดขึ้นได้โดยการควบคุมตำแหน่งของ "ส่วนที่ยื่นออกมาล่วงหน้า" และชุดของเวดจ์จะเกิดขึ้นในทิศทางความยาวของโต๊ะทำงาน เส้นโค้งที่มีการโก่งตัวจริงเหมือนกันทำให้ช่องว่างระหว่างแม่พิมพ์บนและล่างสอดคล้องกันในระหว่างการดัด ทำให้มั่นใจได้ว่ามุมเดียวกันของชิ้นงานดัดในทิศทางความยาว

ข้อดีของการชดเชยทางกล
1) การชดเชยทางกลสามารถได้รับการชดเชยการโก่งตัวที่แม่นยำตลอดความยาวของโต๊ะทำงาน การชดเชยการโก่งตัวทางกลมีความเสถียรยาวนาน ลดความถี่ในการบำรุงรักษาของการชดเชยไฮดรอลิก (เช่น การรั่วของน้ำมัน) และไม่ต้องบำรุงรักษาตลอดอายุการใช้งานของเครื่องมือกล
2) เนื่องจากการชดเชยการโก่งตัวทางกลมีจุดชดเชยมากกว่า เบรกโลหะแผ่น CNC สามารถบรรลุการชดเชยเชิงเส้นเมื่อดัดชิ้นงานขณะทำงาน และสามารถปรับปรุงผลการดัดของชิ้นงานได้
3) การชดเชยทางกลใช้โพเทนชิออมิเตอร์เพื่อวัดตำแหน่งของสัญญาณย้อนกลับ ในฐานะแกนควบคุมเชิงตัวเลข จะรับรู้ถึงการควบคุมแบบดิจิทัลและทำให้ค่าชดเชยแม่นยำยิ่งขึ้น
สินค้าที่เกี่ยวข้อง
 ทำไมต้องเพิ่มระบบชดเชยให้กับเครื่องดัดแบบกดเบรก
ทำไมต้องเพิ่มระบบชดเชยให้กับเครื่องดัดแบบกดเบรก- เบรคกดไฮดรอลิกสำหรับเหล็กกล้าไร้สนิม
- ความล้มเหลวทางกลทั่วไปและการบำรุงรักษาเครื่องดัดแบบกดเบรก
- ข้อผิดพลาดทั่วไปและวิธีการแก้ไขปัญหาของเครื่องกดไฮดรอลิกสี่คอลัมน์ 100t
- เบรคกดตีคู่ไฮดรอลิก
- เครื่องดัด CNC แบบซิงโครนัสแบบซิงโครนัสแบบซิงโครนัสไฟฟ้า VS แบบทอร์ชันแกน
- DA66T CNC ไฮดรอลิกดเบรคเครื่อง
- IPG Closed Type Board 4KW เครื่องตัดไฟเบอร์เลเซอร์
- จีนกดเบรกเครื่องดัดแม่พิมพ์
- เบรคกดไฮดรอลิกมีกี่ประเภท