แนะนำกระบวนการผลิตของอ่างสแตนเลสโดยสังเขป การผลิตอ่างสแตนเลสโดยทั่วไปรวมถึงการเลือกวัตถุดิบ กระบวนการผลิต การรักษาพื้นผิว ฯลฯ โดยทั่วไป จำเป็นต้องมีสามขั้นตอนเหล่านี้ ซึ่งการเลือกวัตถุดิบและกระบวนการผลิตและการบำบัดเป็นสิ่งสำคัญที่สุด
คัดสรรวัตถุดิบ
ปัจจุบันวัสดุสแตนเลสที่ใช้กันทั่วไปโดยผู้ผลิตอ่างสแตนเลสในประเทศคือแผ่นสแตนเลสหนา 0.8-1.0 มม. ซึ่งเหมาะสมที่สุดสำหรับการผลิตอ่างล้างมือ หากจานบางเกินไปจะส่งผลต่ออายุการใช้งานและความแข็งแรงของอ่างล้างจาน หากจานหนาเกินไปจะทำให้ภาชนะที่ใช้ล้างจานเสียหายได้ง่าย

กระบวนการผลิต
มีสองขั้นตอนการรักษาหลักสำหรับอ่างล้างมือสแตนเลส: การเชื่อมและการขึ้นรูปครั้งเดียว
1. วิธีการเชื่อม
วิธีการเชื่อมคือการเจาะพื้นผิวร่องและตัวร่องแยกกัน จากนั้นเชื่อมต่อทั้งสองด้วยการเชื่อม แล้วเติมและขัดพื้นผิวของรอยเชื่อม โดยทั่วไปจะไม่มีรอยเชื่อมที่รูปลักษณ์ด้านหน้า วิธีการผลิตและการประมวลผลนี้เป็นกระบวนการที่เรียบง่าย และสามารถทำได้โดยอุปกรณ์กดหมัดขนาดเล็กและแม่พิมพ์ธรรมดา โดยทั่วไปจะใช้แผ่นเหล็กสแตนเลสขนาด 0.5-0.7 มม. วิธีการประมวลผลนี้มีการสูญเสียน้อยลงในระหว่างกระบวนการผลิตและต้นทุนค่อนข้างต่ำ ดังนั้นราคาของอ่างสแตนเลสที่ผลิตด้วยวิธีนี้จึงค่อนข้างต่ำ ตราบใดที่เป็นผลิตภัณฑ์จากผู้ผลิตทั่วไป กระบวนการเชื่อมจะถูกเชื่อมด้วยการเชื่อมต้านทานคลื่นแบบตัวเลข และผ่านคุณภาพ มีสองวิธี:
1) วิธีแรกคือการเชื่อมรอบอ่างและแผง เรียกอีกอย่างว่าการเชื่อมตะเข็บ (การเชื่อมด้านล่าง)
ข้อดีของมันคือรูปลักษณ์ที่สวยงาม หลังจากการรักษาอย่างเข้มงวด การเชื่อมจึงไม่ใช่เรื่องง่าย และพื้นผิวของอ่างล้างจานก็เรียบและเรียบ ข้อเสียคือผู้บริโภคบางคนสงสัยในความทนทานของมัน ในความเป็นจริง เทคโนโลยีการเชื่อมในปัจจุบันส่วนใหญ่รวมถึงการเชื่อมอาร์กย่อยและการเชื่อมความต้านทานการควบคุมเชิงตัวเลขที่ทันสมัยที่สุด และคุณภาพได้ผ่าน ข้อเสียของวิธีการเชื่อมนี้คือ ใช้วัสดุมากเกินไปและต้องเจาะแผ่นเหล็กสองแผ่น
2) อีกวิธีหนึ่งคือการเชื่อมก้นของอ่างเดี่ยวสองอ่างเข้าเป็นอันเดียว เรียกอีกอย่างว่าการเชื่อมก้น
ข้อดีคือ อ่างล้างหน้าและแผงถูกยืดและขึ้นรูปเป็นชิ้นเดียวกัน ซึ่งแข็งแรงและทนทาน ข้อเสียคือ รอยเชื่อมมองเห็นได้ง่าย และความเรียบแย่ลงเล็กน้อย อันที่จริง อ่างล้างมือสองถังแบบขั้นตอนเดียวบางตัวไม่ได้ถูกประทับตราจากวัสดุชิ้นเดียว แต่ถูกเชื่อมโดยอ่างเดี่ยวสองอ่าง เมื่อคุณซื้อมัน คุณสามารถใส่ใจกับข้อต่อประสานที่อยู่ตรงกลางของอ่างล้างมือทั้งสอง ซึ่งสามารถมองเห็นได้จากด้านหลัง หนึ่งแผ่นถูกเจาะออกเป็นสองอ่าง ไม่มีเทคโนโลยีดังกล่าวในโลก สิ่งที่ยากที่สุดที่จะทำกับหม้อแบบเชื่อมก้นคือการทำให้แน่ใจว่าพื้นผิวเรียบของหม้อ หากสามารถรับประกันได้ก็เป็นวิธีที่ดีที่สุด เนื่องจากใช้วัสดุเดียวกันกับการยืดตัวโดยรวม จึงช่วยแก้ปัญหาการยืดตัวของการยืดตัวที่ติดกันได้
คุณภาพการเชื่อมของอ่างล้างจานเป็นปัจจัยที่สำคัญที่สุดที่ส่งผลต่ออายุการใช้งานของอ่างล้างจาน การเชื่อมที่ดีสามารถป้องกันการเกิดสนิมและการบัดกรี การเชื่อมควรเรียบ เรียบ แน่น ปราศจากรอยปลอม สนิม และครีบ อ่างคู่ทั้งหมดที่มีความลึกเกิน 18 ซม. เป็นรอย เนื่องจากถังอ่างล้างหน้าแบบสองอ่างถูกยืดออกมากกว่า 18 ซม. ในเวลาเดียวกัน (ความลึกของถัง ไม่ใช่ความสูงรวมของถังและด้านข้างของถัง)) จึงเป็นขีดจำกัดความลึกของเทคโนโลยีการประมวลผล
2. วิธีการยืดตัวแบบครั้งเดียว (ส่วนใหญ่ใช้สำหรับร่องเดียว)
วิธีการแปรรูปอ่างล้างมือสแตนเลสนี้ทำจากวัสดุทั้งแผ่น ซึ่งต้องใช้อุปกรณ์และแม่พิมพ์ในการประมวลผลที่ค่อนข้างสูง เนื่องจากการขึ้นรูปครั้งเดียวต้องใช้คุณภาพและความเหนียวของแผ่นงานสูง โดยทั่วไปแล้วจะใช้แผ่นเหล็กสแตนเลสหนา 0.8-1 มม. เจาะรู ใช้แม่พิมพ์ที่เป็นส่วนประกอบและอุปกรณ์กดหมัดนำเข้า เนื่องจากการสูญเสียการตัดขนาดใหญ่ของขอบของแผ่นในการผลิตวิธีการขึ้นรูปแบบครั้งเดียว และการลงทุนในแม่พิมพ์และอุปกรณ์สูง ต้นทุนจึงสูง ดังนั้นอ่างสแตนเลสที่ผลิตด้วยวิธีนี้จึงมีราคาแพงกว่า
กระบวนการผลิตแบบใช้ครั้งเดียวเป็นที่นิยมอย่างมาก และกระบวนการผลิตนั้นทำได้ยาก เทคโนโลยีการผลิตประเภทนี้มีความต้องการสูงมาก และกระบวนการขึ้นรูปชิ้นเดียวเป็นกระบวนการที่สำคัญอย่างยิ่ง ซึ่งต้องใช้วัสดุแผ่นเหล็กสูง แก้ไขปัญหาการรั่วที่เกิดจากการเชื่อมของตัวอ่างที่รอยเชื่อมไม่สามารถทนต่อการกัดกร่อนของสารเคมีเหลวต่างๆ (เช่น ผงซักฟอก น้ำยาทำความสะอาดสแตนเลส ฯลฯ) แต่มีข้อบกพร่องหลายประการในการล้างจานลงในอ่างล้างจาน เช่น:
1) ความหนาโดยรวมของอ่างที่ขึ้นรูปไม่เรียบ ค่อนข้างบาง ส่วนใหญ่ประมาณ 0.7 มม. ปัจจุบันเทคโนโลยีนี้ยังไม่ได้รับการแก้ไข ด้านล่างของอ่างล้างจานบางเกินไป และความหนาของอ่างที่ดีกว่าควรอยู่ที่ 0.8-1.0 มม.
2) อ่างต้องไม่ลึกเกินไป เพราะมันลึกเกินไป ผนังของอ่างล้างจานจะบางและหักเกินไป และน้ำที่ตื้นเกินไปก็จะกระเด็นออกมาได้ง่าย ซึ่งทำให้ยากต่อการใช้งาน
3) โดยทั่วไปแล้วถังเก็บน้ำที่ยืดออกจะต้องมีการอบอ่อนที่อุณหภูมิสูง โดยปกติที่อุณหภูมิสูงกว่า 1200 องศา หลังจากการบำบัดดังกล่าว ความแข็งแกร่งของถังเก็บน้ำจะลดลงตามธรรมชาติ และความกระด้างของถังเก็บน้ำจะลดลงอย่างแน่นอน
4) ในแง่ของการรักษาขอบ อ่างยืดโดยรวมโดยทั่วไปจะจับเจ่าชั้นเดียว ในอีกด้านหนึ่ง เป็นไปได้มากที่จะตัดมือของพนักงานติดตั้ง สิ่งสำคัญที่สุดคือไม่มี "ซี่โครงเสริม" และน้ำหนักไม่ดีพอ ในขณะเดียวกันก็ยากที่จะบรรลุผลของการปิดผนึกน้ำ
5) แผงยืดโดยรวมยากต่อการแบน
6) ค่าใช้จ่ายสูงเกินไป เนื่องจากความต้องการวัสดุและกระบวนการที่สูงมาก ต้นทุนของอ่างเดียวจึงเพิ่มขึ้นอย่างมาก
ข้อดีของอ่างขึ้นรูปครั้งเดียวคือ วัสดุดีกว่าอ่างเชื่อม กระบวนการซับซ้อน และการประมวลผลยาก กระบวนการเชื่อมอ่างล้างจานนั้นเรียบง่ายและแผ่นไม่ได้ขึ้นรูปในครั้งเดียว แต่ราคาสัมพัทธ์นั้นถูกกว่าเล็กน้อยและความหนาของแผ่นด้านล่างก็หนากว่าการขึ้นรูปครั้งเดียวเช่นกัน พูดง่ายๆ ว่าไม่มีความแตกต่างในการใช้งานระหว่างอ่างเชื่อมกับอ่างแบบชิ้นเดียว อย่างไรก็ตาม เนื่องจากเหตุผลของกระบวนการ อ่างสแตนเลสในตัวไม่สามารถทำลึกเกินไปและเกิดปัญหาน้ำกระเซ็นได้ ข้อได้เปรียบที่โดดเด่นที่สุดของอ่างล้างจานในตัวคือจะไม่เกิดปัญหาการรั่วไหลเนื่องจากช่องว่างในการเชื่อมของอ่างล้างหน้าไม่ถูกกัดกร่อนจากสารเคมีเหลวหลายชนิด (เช่น ผงซักฟอก น้ำยาทำความสะอาดสแตนเลส ฯลฯ) แต่ข้อได้เปรียบนี้ไม่มีข้อดีอีกต่อไปเนื่องจากระยะเวลาการรับประกันยาวนาน
การรักษาพื้นผิว
ปัจจุบันมีกระบวนการบำบัดพื้นผิวสี่ประเภทสำหรับอ่างล้างมือสแตนเลส: แบบหนึ่งแบบเคลือบ (แบบมีแปรง) แบบอื่นคือการพ่นทราย (แบบเคลือบสีเงินมุกแบบด้าน) แบบที่สามคือแบบขัดเงา (แบบกระจก) และแบบที่สี่แบบแบบลายนูน
1. ฟรอสติ้ง (การวาดลวด)
ในปัจจุบัน กระบวนการปรับสภาพพื้นผิวที่ใช้กันอย่างแพร่หลายในอุตสาหกรรมแปรรูปอ่างสแตนเลสคือฟรอสติ้ง (การวาดลวด) ผู้ผลิตบางรายทำกระบวนการฟรอสติ้งค่อนข้างง่าย และต้นทุนก็ต่ำเช่นกัน เพียงใช้ล้อเจียรขัด ลูกค้าดังกล่าวไม่ได้มีความต้องการสูงมากบนพื้นผิวของวัสดุ ข้อบกพร่องของพื้นผิวเล็กน้อยจะหายไปหลังจากขัดหลายครั้ง
ปัจจุบัน หน่วยจำหน่ายเหล็กกล้าไร้สนิมบางแห่งในอู๋ซีและเจ้อเจียงได้แนะนำอุปกรณ์บดน้ำมันแบบม้วนทั้งหมด ซึ่งเพิ่มเกณฑ์สำหรับองค์กรแปรรูปอ่างสแตนเลส ต้องให้ความสำคัญกับคุณภาพพื้นผิวของผลิตภัณฑ์มากขึ้น แน่นอนว่าการกัดน้ำมันของม้วนทั้งหมดยังเป็นการทดสอบคุณภาพพื้นผิวของวัสดุ รวมถึงรูปแบบการแปรรูปพื้นผิวที่ลูกค้าต้องการ ทิศทางของพื้นผิว ฯลฯ ข้อบกพร่องที่ปรากฏในการประมวลผลนี้ง่าย กระบวนการ ได้แก่ แถบความแตกต่างของสี รูปแบบการสั่นสะเทือน การเยื้องและความลึกของรูปแบบที่เกิดจากการปิดหรือเปลี่ยนสายพานระหว่างการประมวลผล
2. พ่นทราย (ผิวสีเงินมุกด้าน)
ผลกระทบของอ่างสแตนเลสหลังจากการพ่นทรายเป็นมุกด้าน ข้อดีคือไม่ติดน้ำมัน และสวยงามมาก กระบวนการชุบผิวนี้เป็นที่นิยมและเป็นที่นิยมในยุโรป ผู้ผลิตส่งออกเกือบทั้งหมดใช้รูปแบบการประมวลผลนี้ในการปรับพื้นผิวของเครื่องใช้ในครัวเรือน การเป่าด้วยทรายส่วนใหญ่ใช้เม็ดแก้วยิงระเบิด และจากนั้นทำการรักษาพื้นผิวด้วยสารเคมี
3. ขัดเงา (กระจก)
การขัดเงา (กระจก) เป็นรูปแบบการรักษาพื้นผิวที่ใช้กันอย่างแพร่หลายในยุคแรก อย่างไรก็ตาม ไม่ว่าจะอาศัยการขัดด้วยมือในตอนเริ่มต้นหรือการขัดด้วยกลไกในภายหลัง ก็คือการแสวงหาพื้นผิวที่เรียบและสะท้อนแสง ยิ่งพื้นผิวราบเรียบ ระดับการสะท้อนแสงก็จะยิ่งสูงขึ้น การขัดเงามีข้อกำหนดสูงสำหรับตัววัสดุเอง และคุณภาพพื้นผิวควบคุมได้ยากระหว่างการประมวลผล และยังทำให้เกิดรอยขีดข่วนได้ง่ายที่สุดอีกด้วย และหลังจากผ่านไปนาน ผลสะท้อนกลับหายไป
4. ลายนูน
สไตล์นูนทำจากวัสดุลายนูน ไม่มีสต็อกของวัสดุนี้ในโรงถลุงเหล็กในประเทศ และเทคโนโลยีการผลิตของวัสดุนี้ไม่มีในโรงงานเหล็กทั้งหมด จึงมีต้นทุนค่อนข้างสูง วัสดุลายนูนมีความทนทานต่อการสึกหรอมาก โดยส่วนตัวแล้วฉันคิดว่าหากความนิยมของวัสดุนี้สามารถเป็นที่นิยมได้เหมือนกับวัสดุที่ผ่านการเคลือบพื้นผิวอื่นๆ ก็จะเป็นที่รู้จักของตลาดเช่นกัน

กระบวนการขึ้นรูปเฉพาะของอ่างสแตนเลส
1. ยืดขึ้นรูป
1) เครื่องจักร: โดยทั่วไปจะใช้เครื่องกดไฮดรอลิกขนาดใหญ่กว่า (200T) หรือมากกว่าเพื่อยืดแผ่น
2) แม่พิมพ์: มุมไม่ควรตรงเกินไป โดยทั่วไปแล้วจะอยู่เหนือ φ10 โครงสร้างควรมีความสมเหตุสมผล
3) วัสดุ: โดยทั่วไป ความหนาของแผ่นต้องอยู่ภายใน 0.8-1.0 มม. หากเกินช่วงนี้ แม้แต่เครื่องอัดไฮดรอลิก 500T ก็ยังอ่อนอยู่
4) การอบชุบด้วยความร้อน: โดยทั่วไปแล้วถังเก็บน้ำที่ยืดออกโดยทั่วไปต้องการการอบอ่อนที่อุณหภูมิสูง โดยปกติที่อุณหภูมิสูงกว่า 1200 องศา เพื่อขจัดความเครียดภายในหลังจากการยืด
5) การรักษาพื้นผิว: การวาดลวด, ขัด, ขัด (โดยทั่วไปเรียบ)
6) กระบวนการ: หลังจากเพิ่มน้ำมันวาดลงในแม่พิมพ์ แผ่นสามารถยืดได้อย่างราบรื่น การอบอ่อนหลังจากการขึ้นรูป และการรักษาพื้นผิว
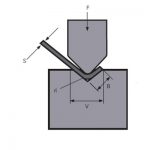
2. การปั้นด้วยมือ
1) เครื่อง: โดยทั่วไปใช้เครื่องดัดแบบกดเบรก กดไฮดรอลิกสำหรับการขึ้นรูป และเครื่องเชื่อมอาร์กอาร์กอนสำหรับการเชื่อม
2) การแข่งขัน: ดัดติดตั้ง แม่พิมพ์กดไฮดรอลิก
3) วัสดุ: เนื่องจากกระบวนการนี้ใช้การดัด ความหนาของแผ่นจึงไม่จำกัด และความหนาที่เหมาะสมโดยทั่วไปจะถูกนำมาใช้ตามความประหยัด
4) การเชื่อม: ตามความหนาของวัสดุ สามารถเลือกกระแสเชื่อมที่แตกต่างกันได้ ตัวอย่างเช่น กระแสเชื่อมที่ต่ำกว่า 220A ใช้สำหรับ 1.2 มม.
5) การรักษาพื้นผิว: การวาดลวด, ขัด, ขัด (โดยทั่วไปเรียบ)
6) กระบวนการ: โดยทั่วไป แผ่นงานจะโค้งงอและขึ้นรูปก่อน จากนั้นจึงเชื่อมตะเข็บด้านข้างเหมือนกล่องพับกระดาษ และสุดท้ายจะทำการปรับพื้นผิว
สินค้าที่เกี่ยวข้อง
 เข้าร่วมกับเราเพื่อทำธุรกิจขนาดใหญ่!
เข้าร่วมกับเราเพื่อทำธุรกิจขนาดใหญ่!- วิธีการใช้งานเครื่องตัดกิโยติน
- WILA โซลูชั่นที่มีประสิทธิภาพในการดัดแผ่นขนาดกลางและหนา
- วิธีการเลือก Die ที่เหมาะสมของเครื่องดัดเบรกแบบกด
- แม่พิมพ์เบรกแบบกดทำมาจากอะไร? เครื่องมือกดเบรกคืออะไร?
- ลำดับการดัดแบบธรรมดาและข้อกำหนดการใช้งานประจำวันของแม่พิมพ์เครื่องดัด
- งานแคนตันแฟร์
- QC11Y 12x6000mm ไฮดรอลิกกิโยตินเฉือนถูกส่งไปยังอาร์เจนตินา
- ผู้ผลิตเครื่องตัดกระดาษ 10 อันดับแรก
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet