เครื่องดัดแบบกดเบรกส่วนใหญ่จะทำการดัดจานเป็นเส้นตรง ด้วยการใช้แม่พิมพ์และอุปกรณ์ในกระบวนการอย่างง่าย แผ่นโลหะสามารถกดให้เป็นรูปทรงเรขาคณิตได้ และยังสามารถแปรรูปได้ด้วยการยืด เจาะ ต่อย และกดลอน ในการผลิตจริง เครื่องกดเบรก CNC ส่วนใหญ่จะใช้ในการดัดรูปทรงเรขาคณิตต่างๆ ของกล่องโลหะ เปลือกกล่อง คานรูปตัวยู และสี่เหลี่ยม การประมวลผลมีข้อดีของการดัดเป็นตรงสูง ไม่มีรอยฟัน ไม่ลอก ไม่มีริ้วรอย ฯลฯ
ด้วยการพัฒนาอย่างต่อเนื่องของเทคโนโลยีการผลิตเครื่องดัดงอ CNC ข้อดีของมัน เช่น ความแม่นยำในการวางตำแหน่งสูง ความสะดวก การชดเชยการรบกวนจากการทำงานเป็นศูนย์ และความสม่ำเสมอที่ดีของผลิตภัณฑ์แปรรูปได้กลายเป็นที่ชื่นชอบมากขึ้นโดยบริษัทผู้ผลิตโลหะแผ่นส่วนใหญ่ อย่างไรก็ตาม ด้วยความปรารถนาที่จำกัด วิธีการใช้เครื่องดัดให้ดียิ่งขึ้นและให้การทำงานอย่างเต็มที่และข้อดีได้กลายเป็นปัญหาที่ผู้ผลิตที่ใช้เครื่องดัด CNC กดเบรกให้ความสนใจและจำเป็นต้องแก้ไขอย่างเร่งด่วน ในกระบวนการผลิตและการใช้งานในระยะยาว Zhongrui ได้ขยายการทำงานของเครื่องดัดอย่างมีประสิทธิภาพและสั่งสมประสบการณ์ผ่านการเพิ่มเครื่องมือเสริม การเปลี่ยนแปลงของแม่พิมพ์ที่มีอยู่ และการใช้งานที่ยืดหยุ่นของไซต์ บทความนี้นำเครื่อง CNC press brake machine DA66T ของ Zhongrui มาเป็นตัวอย่างและแนะนำทักษะในการใช้งานโดยละเอียด
เพิ่มเครื่องมือเสริม
หากคุณต้องการให้เครื่องมือเครื่องกดเบรกมีความยืดหยุ่นและใช้งานง่าย การเพิ่มเครื่องมือเสริมเป็นสิ่งจำเป็น การเพิ่มเครื่องมือเสริมไม่เพียงแต่ขยายช่วงการประมวลผลของเครื่องมือเครื่องดัด CNC แต่ยังช่วยปรับปรุงประสิทธิภาพการประมวลผลอีกด้วย
1) แผ่นทรานสิชั่น (จานกลางช่วยสำหรับแม่พิมพ์เร็ว)
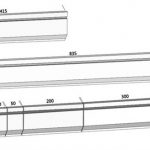
ความสูงการเปิดเครื่องดัดหมายถึงระยะห่างระหว่างโต๊ะทำงานด้านบนและด้านล่าง เนื่องจากเครื่องดัด CNC DA66T มีความสูงในการเปิดที่ใหญ่กว่า ให้พิจารณาใช้ช่องเปิดขนาดใหญ่เพื่อขยายช่วงการประมวลผล ดังที่แสดงในรูปที่ 1 การเพิ่มเพลททรานสิชั่นอีกอันลงในเพลททรานสิชั่นดั้งเดิมสามารถเพิ่มความสูงการดัดด้านข้างของชิ้นส่วน (สูงสุด 85 มม.) เพื่อให้สามารถประมวลผลได้ลึกด้วยขอบงอด้านข้างที่สูงขึ้น บอร์ดทรานซิชันที่สร้างขึ้นเองนั้นสามารถปรับแต่งความกว้างของบอร์ดทรานสิชั่นตามชิ้นส่วนทั่วไปของคุณได้ และเหมาะที่สุดสำหรับการประมวลผลชิ้นส่วนที่มีความกว้างขนาดเล็กที่มีขอบดัดสูงทั้งสองด้าน

2) มุมของแผงด้านหน้า
ดังแสดงในรูปที่ 2 ด้านหน้าของตัวเครื่องมีมุมที่สามารถวางชิ้นส่วนขนาดเล็กและลดเวลาในการประกอบชิ้นส่วนได้ ในเวลาเดียวกัน มีการติดตั้งโต๊ะทำงานขนาดเล็กเพื่ออำนวยความสะดวกในการประมวลผลและรวบรวมชิ้นงานขนาดเล็ก

ใช้แม่พิมพ์อย่างเต็มที่
การใช้เครื่องดัดแบบกดเบรก CNC ส่วนใหญ่อาศัยแม่พิมพ์บนและล่าง หากจำนวนแม่พิมพ์มีน้อยและการใช้งานไม่ยืดหยุ่น ช่วงการประมวลผลของเครื่องมือกลจะถูกจำกัดอย่างมาก ดังนั้นภายใต้สภาวะที่ตายตัว วิธีเพิ่มฟังก์ชันของแม่พิมพ์ที่มีอยู่ให้สูงสุดผ่านการผสมผสานที่เหมาะสมที่สุดและการเปลี่ยนแปลงบางส่วนจึงเป็นปัญหาที่ผู้ใช้เครื่องมือเครื่องจักรทุกคนต้องคำนึงถึง ต่อไปนี้เป็นฟังก์ชันขยายที่เราใช้งานโดยการเปลี่ยนแม่พิมพ์ของเครื่องดัด CNC เบื้องต้น
1) ปลายหัวเจียรบน R
เมื่อใช้แม่พิมพ์ส่วนบนเป็นเวลานาน การสึกหรอของส่วนปลายจะเปลี่ยนไปอย่างผิดปกติ ไม่สามารถรับประกันความสูงของแม่พิมพ์และความแม่นยำในการดัดได้ โดยการเจียร แก้ไขปลาย R และจับคู่กับร่องรูปตัววีที่ใหญ่ขึ้น ทำให้สามารถพับแผ่นหนาได้ ช่วยยืดอายุการใช้งานของแม่พิมพ์
2) เปลี่ยนแม่พิมพ์เศษเพื่อให้ได้ระดับ
ในกรณีที่ไม่มีแม่พิมพ์ดัดแบบคอมโพสิต การแก้ปัญหาการขึ้นรูปของการกดขอบตายเป็นตัวอย่าง ขอบตายเป็นรูปโค้งซึ่งมีสองชั้นทับซ้อนกันและมักใช้สำหรับการเสริมแรง โดยทั่วไป กระดานที่เกิน 2 มม. แทบไม่มีขอบตายแบบกด การกดขอบตายต้องเกิดขึ้นจากแม่พิมพ์ดัดแบบผสม และต้องแบ่งออกเป็นสองขั้นตอนจึงจะเกิด
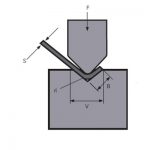
วิธีการที่ใช้กันทั่วไปคือการใช้แม่พิมพ์ดัดงอแบบผสม ดังแสดงในรูปที่ 3 ในขั้นตอนแรก วัสดุจะถูกพับเป็น 30° และในขั้นตอนที่สอง มุมโค้งงอ 30° จะถูกวางที่ส่วนหน้าของแม่พิมพ์ แม่พิมพ์ผสมและวัสดุพับเป็นขอบตาย แต่เราไม่มีแม่พิมพ์ดัดแบบคอมโพสิต มีเพียงดายดัดทำมุมแหลม 30° เท่านั้น ทำตามขั้นตอนแรกของแม่พิมพ์ดัดคอมโพสิตด้วยแม่พิมพ์ที่มีอยู่ และขั้นตอนที่สองสามารถหาวิธีอื่นได้เท่านั้น ในขั้นตอนที่ 2 แม่พิมพ์บนและล่างจะแบนทั้งคู่ หลังจากการวิเคราะห์แล้ว สามารถใช้ส่วนตรงกลางของแม่พิมพ์ล่างร่องวีคู่ที่มีอยู่เป็นชิ้นส่วนระนาบ และแม่พิมพ์บนกำลังมองหาระนาบ นำแม่พิมพ์ด้านบนที่ขูดออกแล้วบดขอบมีดให้เป็นแบบแบน ซึ่งจะช่วยแก้ปัญหาการขึ้นรูปของการกดขอบตาย

การใช้แม่พิมพ์ดัดแปลงชุดนี้ยังสามารถทำให้แบนได้ ในการประมวลผลจริง ผู้ควบคุมเครื่องจักรในบางครั้งอาจทำผิดพลาด ซึ่งรวมถึงขอบโค้งงอหรือขนาดการดัดที่ไม่เท่ากัน ในกรณีที่ความต้องการพื้นผิวของชิ้นส่วนไม่สูง เป็นเรื่องน่าเสียดายที่จะทิ้งชิ้นส่วนเพียงเพื่อเคาะขอบดัดให้เรียบ สิ่งที่น่าพิศวงนั้นลำบากมาก แต่สามารถปรับระดับได้ง่ายโดยใช้การผสมผสานของแม่พิมพ์ด้านบน ชิ้นส่วนสามารถกดด้วยมือไปที่แม่พิมพ์บนและล่างได้อย่างง่ายดาย จากนั้นชิ้นส่วนจะถูกทำให้เรียบด้วยเครื่องดัด CNC
ทักษะระหว่างปฏิบัติการ
1) ตำแหน่งของดายดัดและวัสดุแปรรูป
ในการจัดทำแผนควรพิจารณาปัจจัยต่อไปนี้:
ก. จัดเรียงวัสดุที่มีความหนาเท่ากันเข้าด้วยกัน
ข. จัดเรียงแม่พิมพ์ของรุ่นเดียวกันเข้าด้วยกัน
ค. แม่พิมพ์ที่มีรูปร่างคล้ายคลึงกันถูกจัดเรียงเข้าด้วยกัน
ซึ่งสามารถลดเวลาและความถี่ในการเปลี่ยนแม่พิมพ์ได้
2) การวางตำแหน่งมุมฉากของชิ้นส่วนที่แคบและเล็ก
เมื่อส่วนโค้งงอแคบและยาว หาตำแหน่งได้ยาก ในระหว่างการประมวลผล มักจะเกิดขึ้นที่ตำแหน่งหลังการตัดสินใจ และส่วนที่โค้งงอนั้นง่ายต่อการเอียง ดังนั้นโดยใช้วิธีการในรูปที่ 4 แม่พิมพ์จะถูกติดกาวที่แม่พิมพ์ด้านล่างเพื่อให้แน่ใจว่าเป็นมุมฉาก เวลาดัดแบบนี้ส่วนเอียงไม่ง่าย

3) การดัดชิ้นส่วนสามเหลี่ยม
เมื่อส่วนโค้งงอ ชิ้นส่วนที่มีมุมแหลมนั้นไม่ง่ายที่จะอยู่ใกล้กับกฎด้านหลัง โดยทั่วไป เมื่อมิติที่เล็กที่สุด L ≤10มม. อยู่ด้านหลังกฎทันที ควรพิจารณาอุปกรณ์กำหนดตำแหน่ง ในการทำงานจริง การออกแบบและกระบวนการนั้นง่ายที่จะละเลย และปัญหาดังกล่าวมักเกิดขึ้น เมื่อประมวลผลตามขนาดของชิ้นส่วน จะพิจารณาว่าชิ้นเดียวอยู่ในแนวเดียวกับดายดัดและชิ้นส่วนคู่อยู่ในแนวเดียวกับส่วนรองรับ
4) ใส่แผ่นบาง R
เนื่องจากความต้องการที่แตกต่างกันของลูกค้า ค่า R ที่ต้องการบนขอบดัดจึงแตกต่างกัน ในกระบวนการแปรรูป สำหรับชิ้นส่วนที่ไม่ต้องการความแม่นยำในขนาดสูง ให้ใช้แผ่นรองเพื่อเพิ่มค่า R เพื่อให้ได้ค่า R ที่ต้องการหลังจากการดัด ตามข้อกำหนดการออกแบบ R หมายถึงความสัมพันธ์ระหว่าง V และ R ด้านในเพื่อเลือกความหนาของแผ่นและพับให้เป็นรูปร่างที่แสดงในรูปที่ 5 เมื่อใช้งาน ให้ใช้แคลมป์ยึดแม่พิมพ์ด้านบน วิธีนี้ใช้งานง่ายและใช้ได้หลายชั้น

5) การตั้งค่าชิ้นส่วนเดียวและหลายแม่พิมพ์
Zhongrui ใช้เครื่องดัด CNC DA66T พร้อมกระบอกสูบไฮดรอลิก 2 กระบอกเป็นการสาธิต ทดลองการตั้งค่าหลายแม่พิมพ์ที่แสดงในรูปที่ 6 กล่าวคือ แม่พิมพ์บนและล่างของรุ่นเดียวกันได้รับการติดตั้งในส่วนต่างๆ ในคราวเดียว ซึ่งสามารถประมวลผลการโค้งงอของชิ้นส่วนทั้งหมดได้หลายส่วน ช่วยลดเวลาในการติดตั้งแม่พิมพ์ และการจัดการชิ้นส่วนซ้ำๆ ในปัจจุบัน แม่พิมพ์บนดัดที่มีความสูงเท่ากันได้ปรากฏตัวขึ้นในตลาดแล้ว ความสูงของแม่พิมพ์ด้านบนมีความสม่ำเสมอทั้งหมด และสามารถใช้แม่พิมพ์ที่มีรูปร่างต่างกันบนโต๊ะเดียวกันได้ ด้วยวิธีนี้ จึงสามารถทำการดัดแบบปล้องของแม่พิมพ์ต่างๆ ได้

6) บันทึกโปรแกรมของชิ้นส่วนทั่วไป
หลังจากประมวลผลชิ้นส่วนทั่วไปแล้ว พารามิเตอร์การประมวลผลควรถูกบันทึกในเวลา และโปรแกรมควรเก็บไว้ในพื้นที่จัดเก็บของเครื่องดัดด้วยหมายเลขการวาดชิ้นส่วน เพื่อให้สามารถนำกลับมาใช้ใหม่ได้ในอนาคต ช่วยลดชุดข้อมูลลงอย่างมาก ของการเตรียมการก่อนดัด คุณยังสามารถสร้างตารางซึ่งมีการตั้งค่าเฉพาะของชื่อชิ้นส่วน หมายเลขภาพวาด กราฟิก วัสดุ และพารามิเตอร์การดัด โต๊ะแบ่งเป็นแผ่นเหล็ก แผ่นอลูมิเนียม และแผ่นสแตนเลส แต่ละประเภทมีความแตกต่างกันตามความหนาของวัสดุ เวลาที่ใช้ในการค้นหาชิ้นส่วนทั่วไปจะลดลง หากรวมกับการ์ดกระบวนการ นี่เป็นขั้นตอนการดำเนินการที่สมบูรณ์มาก แม้แต่พนักงานใหม่ที่มีประสบการณ์น้อยก็สามารถปฏิบัติตามคำแนะนำในการประมวลผลชิ้นส่วนได้
7) ความยาวของแม่พิมพ์ไม่เพียงพอต่อการงอเป็นส่วนๆ
มักจะเกิดขึ้นที่ความยาวของแม่พิมพ์น้อยกว่าขอบดัด เนื่องจากแม่พิมพ์พิเศษจำนวนมากถูกกำหนดตามการใช้ผลิตภัณฑ์คงที่ วิธีการดัดแบบแบ่งส่วนจึงถูกใช้เมื่อความยาวของแม่พิมพ์น้อยกว่าขอบดัด ในกรณีที่ความยาวของแม่พิมพ์ใกล้กับขอบดัด ให้ฉีกขอบตั้งฉากกับขอบดัด แล้วพับขอบดัดให้ได้ขนาดที่ต้องการเป็นส่วนๆ รูปที่ 7a คือครึ่งซ้ายของส่วนที่งอ และรูปที่ 7b คือครึ่งทางขวาของส่วนที่งอ

8) ใช้สตั๊ดบนเกจด้านหลังไปยังตำแหน่ง
เมื่อขนาดของส่วนโค้งงอมีขนาดใหญ่และใช้เกจวัดด้านหลังเพื่อจัดตำแหน่ง ชิ้นส่วนมักจะจมเนื่องจากน้ำหนักของมันเอง ชิ้นส่วนแบบใช้มือถือจะสั้น และผู้ปฏิบัติงานไม่สามารถจับชิ้นงานได้ง่าย เพื่อให้แน่ใจว่าระดับของชิ้นส่วน ผู้ประกอบการต้องจัดที่กฎด้านหลังเพื่อให้ชิ้นส่วนอยู่ในสถานะระดับด้วยมือ ดังนั้นในการประมวลผลชิ้นส่วนดังกล่าวจึงต้องมีการจัดเรียงตัวดำเนินการ 2 ตัว ในการทำงานพบว่าสามารถปรับระดับด้านหลังให้มีขนาดที่แน่นอนได้และใช้สตั๊ดบนเกจด้านหลังสำหรับวางตำแหน่งและวางชิ้นส่วนในแนวนอนบนเกจด้านหลัง ซึ่งไม่เพียงแต่ลดจำนวนผู้ปฏิบัติงานเท่านั้น แต่ยังรับประกันความแม่นยำในการตัดเฉือนอย่างมีประสิทธิภาพอีกด้วย
9) การดัดรูปร่างปิดลึก
ในการประมวลผลจริง สามารถใช้การดัดโค้งรูปร่างปิดลึกได้อย่างยืดหยุ่น ในกรณีที่ไม่มีไดย์ดัดงอลึกแบบปิด เมื่อดัดชิ้นส่วนดังแสดงในรูปที่ 7 สถานะการจับยึดที่แสดงในรูปที่ 8 จะถูกนำมาใช้ แยกบอร์ดทรานซิชันออกจากกัน ระยะห่างมากกว่าความกว้างของชิ้นส่วนเล็กน้อย และขนาดได้รับการจัดสรรอย่างเหมาะสม และสามารถงอได้สองส่วนในแต่ละครั้ง

วิธีและเทคนิคการประมวลผลที่แนะนำข้างต้นสามารถแก้ปัญหาการประมวลผลของชิ้นส่วนที่คล้ายกันจำนวนมากในผลิตภัณฑ์ และเหมาะอย่างยิ่งสำหรับการพัฒนาผลิตภัณฑ์ที่มีหลายพันธุ์ ชุดเล็ก และรอบการผลิตสั้น ด้วยวิธีการเหล่านี้ ไม่เพียงแต่จะช่วยประหยัดค่าใช้จ่ายในการใช้เครื่องมือเท่านั้น แต่ยังสามารถลดวงจรการผลิตและการประมวลผล ลดต้นทุนการผลิต และคุณภาพของผลิตภัณฑ์ดีขึ้นด้วย วิธีการประมวลผลและทักษะการใช้งานเหล่านี้ยังสามารถนำไปใช้และส่งเสริมบนเครื่อง CNC press brake bending ที่มีโครงสร้างคล้ายคลึงกัน
สินค้าที่เกี่ยวข้อง
 วิธีการเลือกน้ำหนักของเครื่องกดเบรกไฮดรอลิก
วิธีการเลือกน้ำหนักของเครื่องกดเบรกไฮดรอลิก- WILA โซลูชั่นที่มีประสิทธิภาพในการดัดแผ่นขนาดกลางและหนา
- วิธีการเลือก Die ที่เหมาะสมของเครื่องดัดเบรกแบบกด
- ลำดับการดัดแบบธรรมดาและข้อกำหนดการใช้งานประจำวันของแม่พิมพ์เครื่องดัด
- ทำไมต้องเพิ่มระบบชดเชยให้กับเครื่องดัดแบบกดเบรก
- หลักการทำงานและองค์ประกอบของเครื่องดัดเบรคกด CNC
- จีนกดเบรกเครื่องดัดแม่พิมพ์
- วิธีการคำนวณค่าเผื่อการโค้งงอสำหรับเบรกกดของคุณ
- การกดเบรก Crowning คืออะไร
- 2021 สุดยอดคู่มือเครื่องเบรกโลหะ